Diagrama de Flujo de Operaciones - Biela.pdf
Entidad: Universidad Nacional de Colombia Actividad: Realización de mecanizado para la pieza: MORIYA - 15 - DISPLACER PI
Views 135 Downloads 4 File size 96KB
Recommend stories









- Author / Uploaded
- Nicolás Pineda
Citation preview
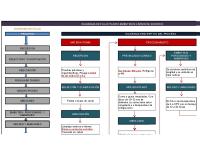
Entidad: Universidad Nacional de Colombia Actividad: Realización de mecanizado para la pieza: MORIYA - 15 - DISPLACER PISTON BOTTOM CAP
DIAGRAMA DE OPERACIONES DEL PROCESO Evento Símbolo Ocurrencia Operaciones
Transporte
Operador: N/A
Control
Analista: N/A
Espera
Fecha: 12/Dic/2019
Almacenamiento
Descipción de actividad
MORIYA - 17 - DISPLACER PISTON BOTTOM CAP Evento
Tiempo
Distancia
Recomendaciones
Montar la pieza en la fresadora Sujeción de la pieza en la base de la máquina Primer refrentado para reducir la medida del bloque de suministro a lo largo de 58 a 57.5
57.5 mm
Segundo refrentado para reducir la medida del bloque de suministro a lo alto de 20 a 19.5
19.5 mm
Verificar paralelismo entre dos caras
Rotar la pieza para realizar diferente sujeción Primer desbaste del bloque de suministro desde el extremo izquierdo hacia el extremo opuesto con un largo de 45.5 mm
Verificar paralelismo entre dos caras
Segundo desbaste del bloque de suministro desde el extremo izquierdo hacia el extremo opuesto con un largo de 45.5 mm. Se verifica que la medida de alto de la pieza sea de 6mm en el extremo izquierdo.
6 mm
Verificar paralelismo entre dos caras
Se realiza el único ranurado de 6.5 mm de profundo respecto al extremo izquierdo de la pieza. Ancho del ranurado 4 mm.
6.5 mm
Verificar profundidad de ranurado
Se perfora un agujero de radio 1 mm a 3 mm respecto al extremo izquierdo de la pieza
1 mm
Verificar diámetro del agujero
Se rima el agujero de radio 1 mm para asegurar dimensiones críticas para ensamble con la pieza 19
1 mm
Verificar diámetro del agujero
Se mecaniza el extremo izquierdo en su cara frontal con forma de semi-círculo con un radio de 3mm respecto su límite izquierdo.
3 mm
Verificar redondez del extremo izquierdo
Se perfora un agujero de diámetro 6.5 mm centrado la cara frontal del bloque derecho (cabezal) de la pieza
6.5 mm
Verificar diámetro del agujero
Se rima el agujero de radio 6.5 mm para asegurar dimensiones críticas para ensamble con la pieza 14
6.5 mm
Verificar diámetro del agujero
Se perfora un primer agujero de radio 1.5 mm sobre la cara lateral derecha del cabezal con su centro a 3 mm del límite inferior de la pieza
1.5 mm
Verificar diámetro del agujero
Se perfora un segundo agujero de radio 1.5 mm sobre la cara lateral derecha del cabezal con su centro a 3 mm del límite inferior de la pieza
1.5 mm
Verificar diámetro del agujero
5 mm
Verificar paralelismo entre dos caras
6.5 mm
Verificar paralelismo entre dos caras
Rotar la pieza para realizar diferente sujeción
Rotar la pieza para realizar diferente sujeción
Se desmonta la pieza de la fresadora CNC Se monta la pieza en el torno Cilindrado desde los 9.5 mm respecto al extremo izquierdo de la pieza hasta los 45.5 mm, generando un cilíndro en el centro de la pieza con un díametro de 5 mm Rotar la pieza para realizar diferente sujeción Se realiza un corte sobre el cabezal para dividirlo en dos partes sobre su cara frontal a 6.5 mm del extremo derecho de la pieza.