Diagrama de flujo de un ensamble
DETALLE D Rosca M13 88.90 45° C 36.52 B A D .40 15 71.12 12.70 25 .24 15.24 R VERDADERO0.89 .40 .35 25 R
Views 588 Downloads 3 File size 2MB
Recommend stories









- Categories
- Taladro
- Herramientas de corte
- Aluminio
- Herramientas
- Metalistería
Citation preview
DETALLE D Rosca M13 88.90
45°
C 36.52
B
A D
.40
15
71.12
12.70
25
.24
15.24
R VERDADERO0.89
.40
.35
25
R6
0 71.12
5.08
SI NO SE INDICA LO CONTRARIO: LAS COTAS SE EXPRESAN EN MM ACABADO SUPERFICIAL: TOLERANCIAS: LINEAL: ANGULAR: NOMBRE
REBARBAR Y ROMPER ARISTAS VIVAS
ACABADO:
FIRMA
FECHA
REVISIÓN
TÍTULO:
DIBUJ. VERIF.
NO CAMBIE LA ESCALA
Manufactura avanzada
Oscar Marin
APROB. FABR. CALID.
MATERIAL:
N.º DE DIBUJO
Aluminio PESO:
ESCALA:1:1
Pieza 1 HOJA 1 DE 1
A4
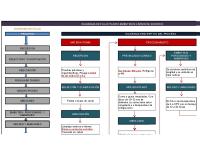
Diagrama de flujo de proceso de fabricación. Datos generales. Instituto Tecnológico de Apizaco Equipo: Luis Manuel Sandoval Domínguez Daniel Ceballos Ramírez Materia: Manufactura Avanzada Proceso: Desbaste y roscado Docente: Oscar Marín Bautista Unidades de medida: mm Pieza 1 Actividades Descripción de la operación Operación e Inspección
Transporte
Demora Almac. Tocho inicial con un longitud de 111 mm con un diámetro de 32 mm Montaje del tocho al torno con un sobrante 89 mm e instalar herramienta de corte para realizar un desbaste Desbaste de la pieza con un avance de 89mm y un diámetro de 25.40mm Realizar un desbaste en la zona B con un avance de 12.70 mm y diámetro de 13 mm Realizar un chaflán en zona A, con avance de 5.08mm y un ángulo de 45° Cambio de la herramienta para realizar un roscado M13 Realizar roscado M13*1.75 en zona B Cambio de la herramienta para realizar un taladrado tipo escariado Realiza un taladrado tipo escariador en zona C con un diámetro de 1.78 mm y una profundidad de 25.40mm Cambio de la herramienta para realizar un tronzado Tronzado de la pieza Retirar la pieza de torno Transporte de la pieza al área de inspección
Inspección de la pieza Transporte de la pieza al área de almacenamiento Almacenamiento de la pieza
Código Vuoso Praha 1
1
4
6
Código Opitz 2
2
0
0
2
1
7
0
0
Código de KK-3 1 4
2 5
3 9
4 9
5 2
6 1
7 1
8 1
9 1
10 11 12 13 14 15 16 17 18 19 20 21 0 0 0 0 0 0 0 3 0 0 0 0
Parámetros de pieza 1 Material a maquinar
Velocidad de corte
Aluminio
70-100 (
) (
⁄ ⁄ ⁄
Avance por filo (Fuerza o escariador) 0.05-0.1
)
⁄
Escogimos la rosca ISO métrica para uso general para unión.
Escogimos una cuerda M13*1.75 por norma. Designación Diámetro nominal 13 mm M 13*1.75
Paso 1.75 mm
Por lo tanto realizamos el siguiente cálculo para la rosca.
Recomendaciones de penetración para torneado de roscado
A
13.97
DETALLE Rosca M13
C
Rosca M13
B
E
D
25.4
45.72
0
17.78
12.70
.70
°
20.32
45
2.54 10.16 30.48 40.64 43.18
SI NO SE INDICA LO CONTRARIO: LAS COTAS SE EXPRESAN EN MM ACABADO SUPERFICIAL: TOLERANCIAS: LINEAL: ANGULAR: NOMBRE
REBARBAR Y ROMPER ARISTAS VIVAS
ACABADO:
FIRMA
FECHA
24.13
NO CAMBIE LA ESCALA
REVISIÓN
TÍTULO:
DIBUJ. VERIF.
25.40
12.70
12
Manufactura Avanzada
Oscar Marin
APROB. FABR. CALID.
MATERIAL:
N.º DE DIBUJO
Aluminio PESO:
ESCALA:1:1
Pieza 2 HOJA 1 DE 1
A4
Diagrama de flujo de proceso de fabricación. Datos generales. Instituto Tecnológico de Apizaco Equipo: Luis Manuel Sandoval Domínguez Daniel Ceballos Ramírez Materia: Manufactura Avanzada Proceso: Desbaste y roscado Docente: Oscar Marín Bautista Unidades de medida: mm Pieza 2 Actividades Descripción de la operación Operación e Transporte Demora Almac. Inspección Tocho inicial con un longitud de 90 mm con un diámetro de 32 mm Montaje del tocho al torno con un sobrante 68 mm e instalar herramienta de corte para realizar un desbaste Desbaste de la pieza con un avance de 68 mm y un diámetro de 25.40 mm Desbaste en zona de B con un avance de 20.32 mm y un diámetro de 12.70 mm Realizar un chaflán en zona A con una longitud de 2.54 mm y un ángulo de 45° Realizar un desbaste en zona C con un avance de 12.70 mm y un diámetro de 17.78mm Realizar un chaflán en zona D con una longitud de 2.54 mm y un ángulo de 45° Cambio de la herramienta para realizar un taladrado en zona E Realiza un taladrado con un diámetro de 8mm y una profundidad 13.97 mm Cambio de la herramienta para realiza un segundo taladrado Realizar un taladrado en zona E con un diámetro de 12 mm y un avance de 13.97 mm Cambio de herramienta para realizar un desbaste interior en la zona E Desbaste de la zona en E con una diámetro interior de 12.7
Cambio de herramienta para realizar una cuerda de M13 en zona E Realizar un roscado M13 en zona E Realizar cambio de herramienta para realizar un tronzado de la pieza Realizar tronzado de la pieza Retirar la pieza del torno Transporte de la pieza al área de inspección
Inspección de la pieza Transporte de la pieza al área de almacenamiento Almacenamiento de la pieza
Código Vuoso Praha 1
1
1
6
Código Opitz 1
0
2
0
0
1
7
0
0
Código KK3 1 4
2 5
3 9
4 9
5 2
6 1
7 1
8 4
9 0
10 11 12 13 14 15 16 17 18 19 20 21 0 0 0 0 4 3 0 0 0 0 0 0
Parámetros de pieza 2 Material a maquinar
Velocidad de corte
Aluminio
70-100 ( (
Avance por filo (Fuerza o escariador) 0.05-0.1
) )
Utilizado los mismos cálculos para rosca exterior, los utilizamos para realizar la rosca interior.
COSTO Y TIEMPO DE MAQUINADO REAL EN TORNO CONVENCIONAL Y CNC LUGAR: APIZACO, TLAXCALA PIEZAS A TORNEAR (ALUMINO)
Pieza 1 1.
TORNO CONVENCIONAL COSTO POR AMBAS PIEZAS: $250 TIEMPO AMBAS PIEZAS: 1 HORA Y MEDIA
Pieza 2
2.
TORNO CONVENCIONAL (MAQUINADOS INDUSTRIALES “SAN SIMON”) COSTO POR AMBAS PIEZAS: $300 TIEMPO POR AMBAS PIEZAS: 3 HORAS
3.
TORNO CONVECIONAL (Sn. MIGUEL) COSTO (PIEZA 1):$300, (PIEZA 2):$250 TIEMPO PARA AMBAS PIEZAS: 3 HORAS
4.
TORNO CONVENCIONAL (EL ROLAS) COSTO POR AMBAS PIEZAS: $300 TIEMPO POR AMBAS PIEZAS: 1 HORA Y MEDIA 5.
TORNO CONVENCIONAL (LA UNION) COSTO POR AMBAS PIEZAS: $250 TIEMPO POR AMBAS PIEZAS: 2 HORAS Y MEDIA
6. Talle de cnc
Torno cnc Costos por ambas pieza $600 pesos. Tiempo por ambas piezas 30 min